Background and Problem
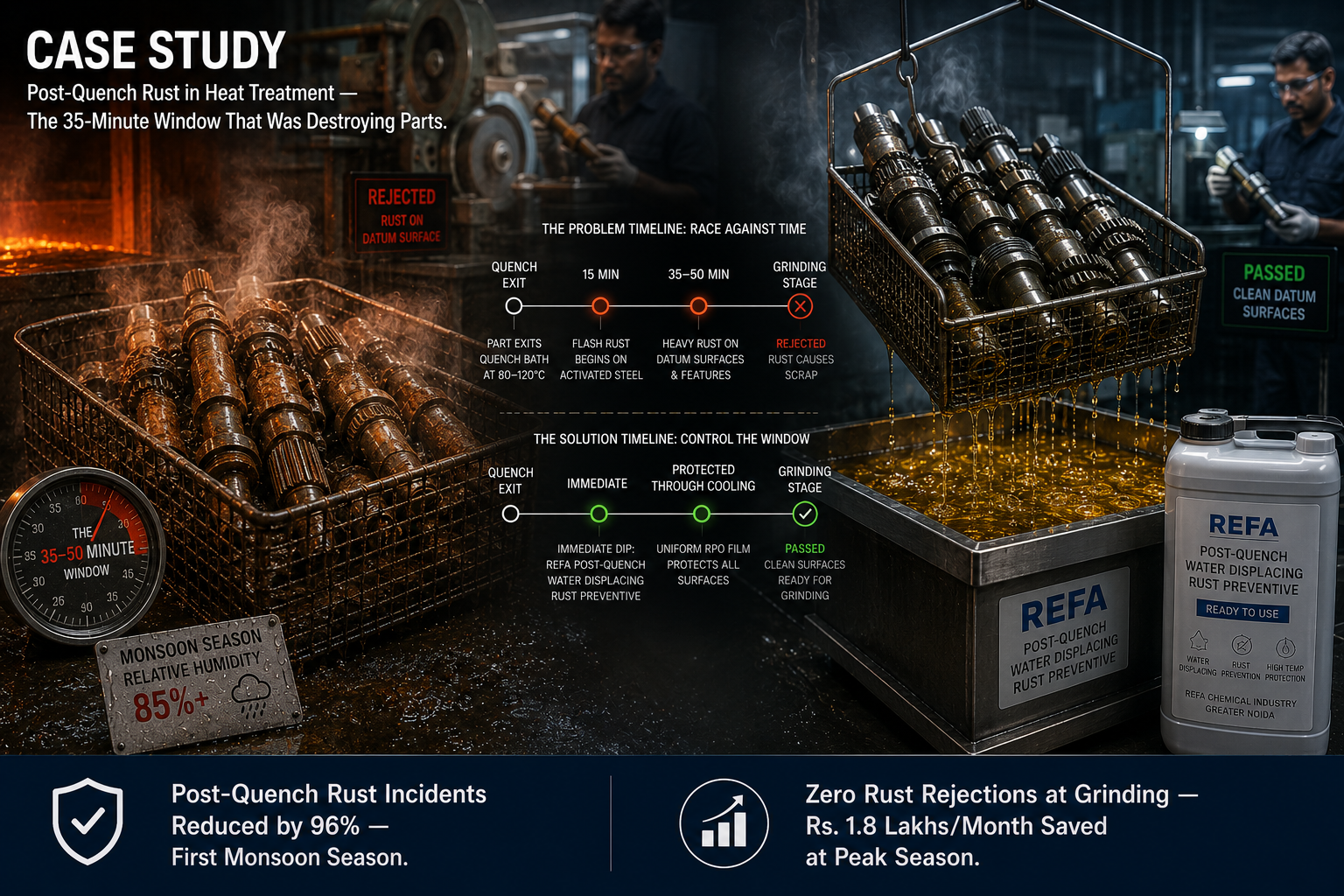
Heat treatment is the highest rust risk operation in any auto component plant. Parts exit oil quench baths hot (80–120°C), wet with quench oil, and with a thermally activated surface — the combination creates extremely aggressive corrosion conditions. In the facility’s layout, a 35–50 minute gap existed between quench and the next operation (tempering), during which parts cooled in wire baskets in the ambient atmosphere.
During monsoon months — June through September — relative humidity in the facility exceeded 85%. Parts were developing visible rust during this cooling window: fine orange bloom on ground surfaces, heavier rust in recesses and thread areas. Parts that had passed quench hardness inspection were being rejected at the subsequent grinding stage due to rust on datum surfaces and thread roots. The existing rust preventive was a standard light RPO applied by dip after parts had cooled completely — typically 60–90 minutes after quench. This was too late: rust had already formed during cooling. And the light RPO was inadequate for the humidity levels in the monsoon period.
REFA Solution
Part 1: Immediate Post-Quench Protection
REFA recommended replacing the existing RPO with REFA Post-Quench Water Displacing Rust Preventive — a product specifically formulated to be applied to hot parts immediately after quench. The product actively displaces residual quench oil and water from the surface and deposits a corrosion inhibitor film in a single application step. Parts are dipped immediately as they are removed from the quench tank — before any significant cooling or oxidation can begin.
Part 2: De-Rusting for Already-Affected Parts
For the backlog of parts already showing rust, REFA De-Rusting Solution was used to clean affected surfaces before downstream processing. Phosphoric acid-based formulation — leaves a light phosphate conversion coating that aids subsequent grinding oil adhesion and provides additional rust protection.
Results
Post-quench rust incidents: reduced by 96% in the first monsoon season after process change. Zero rust rejections at grinding stage in the following 8 months.
- Rejection at grinding due to rust on datum surfaces: eliminated
- Re-cleaning and re-processing cost for rusted parts: eliminated — saving Rs. 1.8 lakhs/month in peak monsoon period
- Quench oil consumption: reduced slightly — REFA water-displacing RPO removes some residual quench oil from parts, reducing drag-out into subsequent operations
- REFA Post-Quench RPO adopted as standard across all heat treatment lines
Looking for post-quench rust preventive and de-rusting solutions for heat treatment operations in auto component plants?
Contact REFA Chemical Industry – Greater Noida | Our founder brings 25+ years of industrial chemical expertise to every solution we supply. Call or WhatsApp for free samples and technical consultation.