Background and Problem
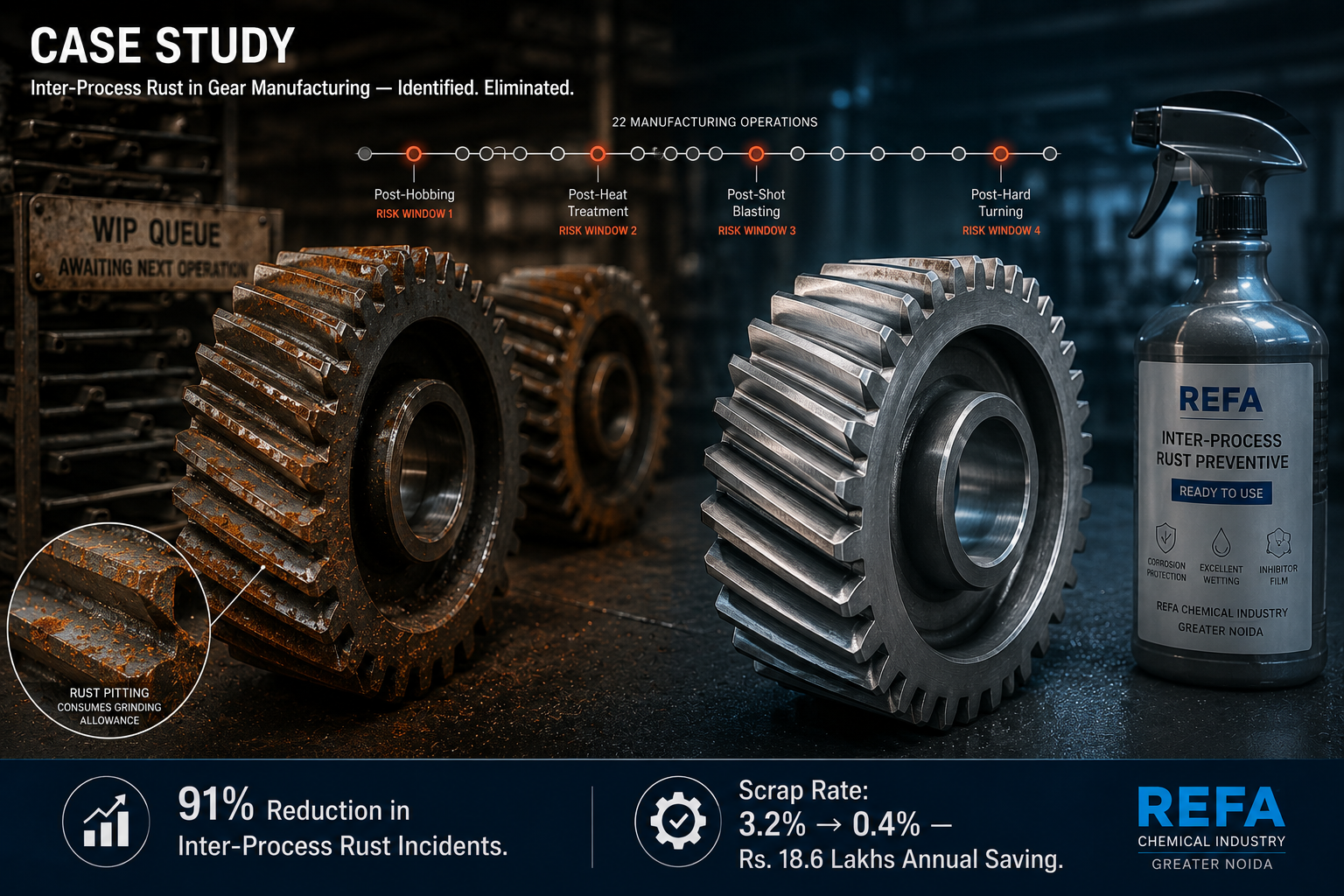
Gear manufacturing is a multi-stage process with tight tolerances and multiple cleaning and treatment steps. A commercial vehicle gear blank passes through 22 distinct operations from raw forging to finished gear: turning, hobbing, shaving, heat treatment, shot blasting, hard turning, tooth grinding, inspection, and surface treatment. Between each operation, parts wait in WIP queues — sometimes for hours, sometimes overnight.
The facility had identified rust as a recurring problem but had not mapped it systematically to specific operations. REFA’s audit mapped rust occurrence across the entire 22-operation sequence and identified four specific inter-operation windows where rust was consistently developing: post-hobbing (long WIP queue), post-heat treatment (quench exit), post-shot blasting (activated surface with no protection), and post-hard turning (before tooth grinding).
Rust at any of these stages compounded at subsequent operations. Rust on a hob-finished tooth profile before heat treatment became scale that distorted dimensions after treatment. Rust on a shot-blasted surface contaminated the grinding wheel. Rust on a hard-turned surface required additional material removal at grinding — consuming tolerance budget.
The facility was discarding approximately 3.2% of production at the tooth grinding stage due to rust damage to the tooth surface profile that could not be corrected within the grinding allowance. At an average component value of Rs. 1,800 at this stage, this was a significant scrap cost.
REFA Solution — Operation-Specific Protection
Post-Hobbing and Post-Turning Operations
REFA Inter-Process Rust Preventive Rinse Aid introduced as the final stage of the washing step after hobbing and hard turning. Parts exit the washer with a thin inhibitor film — no separate treatment step required. Protection period: 48–72 hours at ambient conditions — adequate for the longest WIP queues at these stages.
Post-Heat Treatment
REFA Post-Quench Water Displacing Rust Preventive applied immediately after quench — while parts are still warm. Complete protection through the cooling period and subsequent shot blasting queue.
Post-Shot Blasting
Shot blasting creates the most reactive surface in the entire process — clean, roughened, and highly susceptible to rust. REFA Water-Based Rust Inhibitor spray applied within 15 minutes of shot blasting exit, before parts cool completely. Near-invisible film — no interference with subsequent grinding or measurement operations.
De-Rusting for Affected Backlog
REFA Chelate-Based De-Rusting Solution used to clean the existing backlog of lightly rusted parts — chosen specifically because chelate de-ruster carries zero hydrogen embrittlement risk for the carburised and hardened gears.
Results
Inter-process rust incidents reduced by 91% across all four identified problem operations. Tooth grinding scrap rate reduced from 3.2% to 0.4%.
- Annual scrap cost saving: approximately Rs. 18.6 lakhs (based on 3,500 units/month average production)
- Tooth grinding wheel life improved — no rust contamination particles accelerating wheel wear
- Production flow improved — WIP no longer being held for rust inspection and sorting
- OEM supplier quality score improved from 87 to 96 (out of 100)
- REFA rust preventive products standardised across all 22 operations — comprehensive inter-process protection programme in place
Looking for inter-process rust preventive solutions for gear manufacturing and precision machined auto components?
Contact REFA Chemical Industry – Greater Noida | Our founder brings 25+ years of industrial chemical expertise to every solution we supply. Call or WhatsApp for free samples and technical consultation.